Hier finden Sie eine Schritt-für-Schritt-Anleitung zur Installation eines Metallzapfen auf einer Putenfritteuse:
Kernwerkzeuge und Materialien
Metallzapfen: Bronze oder Edelstahl (Zinklegierungen schmelzen bei Brattemperatur)
Stufenbohrer (für saubere Löcher in dünnem Metall)
Teflonband-Hochtemperatur-Rohrlack
Verstellbare Schraubenschlüsselkanalverriegelungen
Körnerschutzbrille
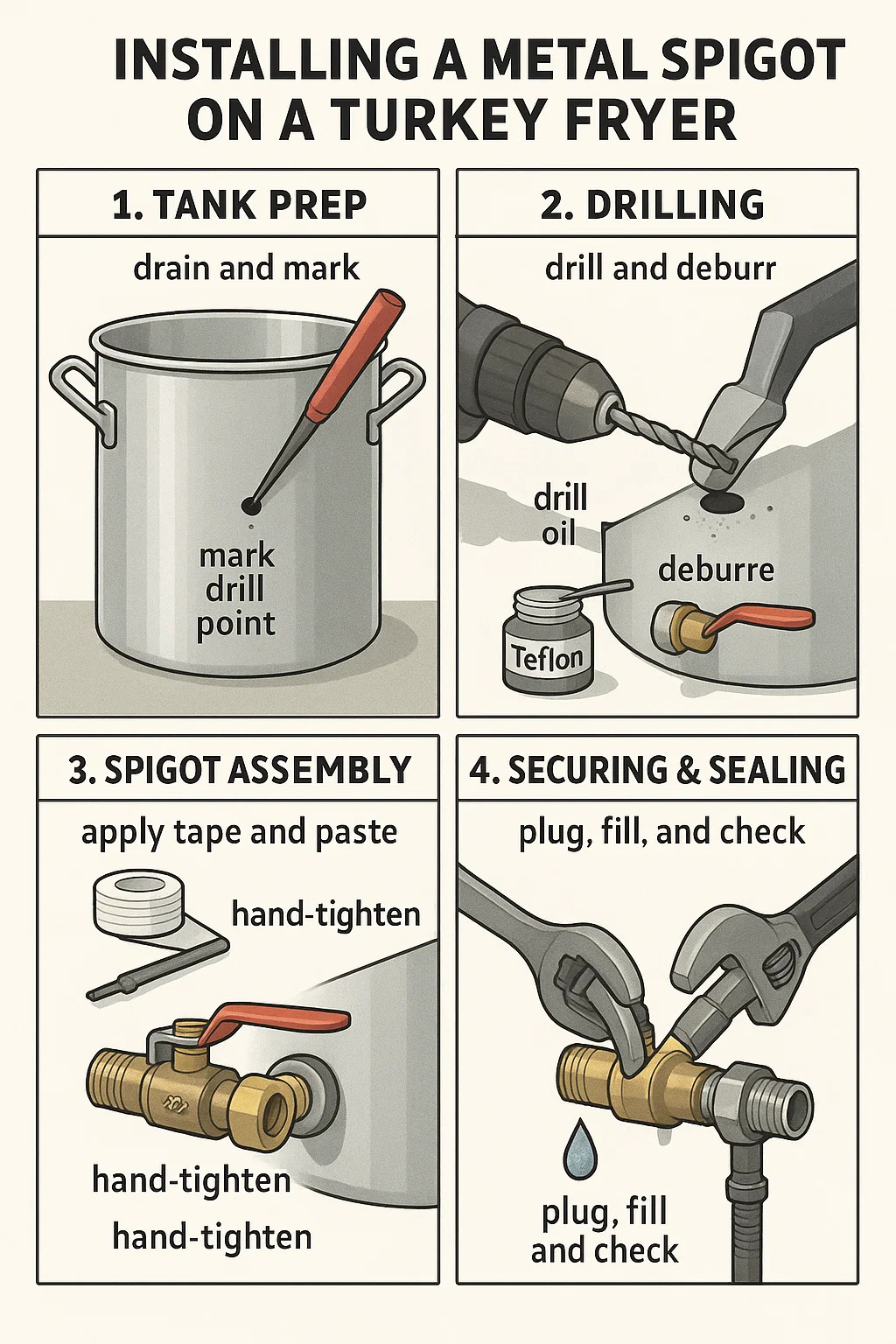
Installationsprozess
1. Tankvorbereitung
Restöl vollständig ablassen – Innenraum mit Lappen trocken wischen
Bohrpunkt markieren:
Ideale Position: 1 Zoll über der niedrigsten Kurve der Fritteuse (vermeidet Verstopfungen durch Sedimente)
Vermeiden Sie Schweißnähte (Schwachstellen) – klopfen Sie auf den Tank, um „Trommel“-Geräuschbereiche zu finden
2. Bohren
Stanzen Sie die Startervertiefung ein, um ein Weglaufen des Gebisses zu verhindern
Bohrer mit Schneidöl schmieren (reduziert Gratbildung)
Bohren mit langsamer Geschwindigkeit: Beginnen Sie mit einem ¼-Zoll-Bohrer und steigern Sie sich dann auf die Zapfengröße (z. B. ⅜ Zoll NPT).
Loch entgraten: Rundfeile auf beiden Seiten verwenden – entfernt scharfe Kanten, die Dichtungen beschädigen
3. Zapfenmontage
Außengewinde umwickeln:
3 Umdrehungen Teflonband im Uhrzeigersinn (in Gewinderichtung)
Mit Anti-Seize-Paste auf Nickelbasis bestreichen (Dichtungen > 500 °F)
Ziehen Sie den Zapfen handfest im Tank fest, bis er fest sitzt – NICHT ANkurbeln
4. Sichern und Abdichten
Sicherungsschlüssel im Inneren: Halten Sie den Stutzensockel mit den Kanalverriegelungen im Tank fest
Äußeres Festziehen: Verwenden Sie einen verstellbaren Schraubenschlüssel – ¼ Umdrehung über handfest hinaus (weiche Metallgewinde lösen sich leicht ab)
Dichtungsprüfung: Hahn verschließen → Tank mit Wasser füllen → auf Auslaufen am Gewinde prüfen
Kritische Warnungen
Risiko einer Kernschmelze: Kunststoffventile versagen – verwenden Sie nur Vollmetall-Kugelhähne
Wärmeausdehnungsspalt: Lassen Sie ⅛" Abstand zwischen Griff und Tank (verhindert ein Festklemmen im heißen Zustand)
Sicherheit beim Ölablassen:
Nach unten abgewinkeltes Verlängerungsrohr installieren (leitet das Öl von den Füßen weg)
Lassen Sie niemals Öl mit einer Temperatur von mehr als 300 °F ab – die Hitze des Zapfhahns macht die Dichtungen weich